无溶剂复合的工艺流程如图5---9所示。无溶剂复合机主要由两个放卷辊1和2、收卷辊3、涂胶装置(由a---d,构成)及压合装置e, f和g组成。整个装置结构简单,总长为4---5m。其中涂胶单元是无溶剂复合机的中心部分,黏合剂在此混合、加热、计量和涂布在材料表面。涂胶头为四辊设计。四辊之间有准确计量的角度,以确保上胶量的精确和恒定。涂胶辊a、b为镀铬钢辊,其作用是计量材料表面涂布的黏合剂。辊a为固定辊,起刮刀的作用,必要时用手转动此辊可进行清洗而无须停机;辊b由一个单独电机驱动,其转速与主机转速有速比,通过调整电位器调节此辊与主机的速比可控制上胶量。两辊间距离由手动微调开关精确控制,胶水通过一个特殊设计的供胶系统被输送到两辊之间。此供胶系统配有两辊间胶水液位自动显示控制,两辊侧边装有胶堵,以根据复合材料宽度进行调整。辊c为橡胶传胶辊,通过可调压力与计量辊b和涂胶辊d接触。它的宽度决定最终材料的复合宽度。传胶辊比计量辊转速高,且更为准确,以保证上胶量的准确和恒定。涂胶辊为镀铬钢辊,由设备主电机驱动。
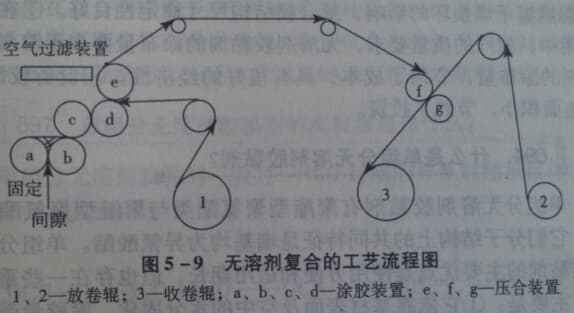
两层厦合材料在辊f和g间被压合,再经收卷,整个工作就完成了。在上胶装置和复合装置中分别配有一个专门的加热装置,可分别对钢辊内循环水的温度控制来控制辊表温度,一般最高温度不超过100摄氏度。 | 





















 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)