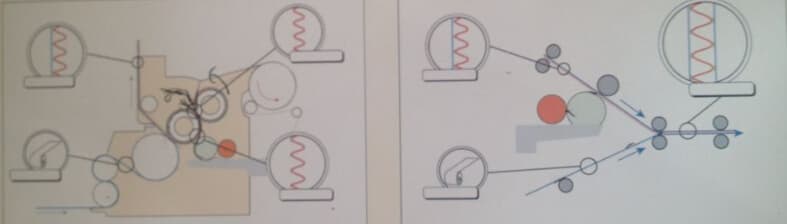
瓦楞纸板线上胶辊和刮胶辊的完美组合
不锈钢上胶辊和陶瓷刮胶辊
1.完美的粘合效果
2.预防纸板翘曲
3.预防“洗衣板”现象
4.提高纸板可印刷性能
5.节省浆糊=省钱!

不锈钢上胶辊
上胶辊的表面不适合采用太硬的材料(例如碳化钨或者陶瓷),因为上胶辊和瓦楞辊靠得很近,过硬的材料会增加破坏更昂贵的瓦楞辊的机会,所以,不锈钢是最理想的选择!

陶瓷刮胶辊
1.坚硬的表层(HV 1450--1550)减少刮痕的出现
2.光滑的表面(粗糙度≤RA 0.8/RZ 6.3)让刮胶更顺畅
3.同心率≤10um,可让它和上胶辊的间隙调得更小
4.跳动率≤10um,让涂胶更均匀

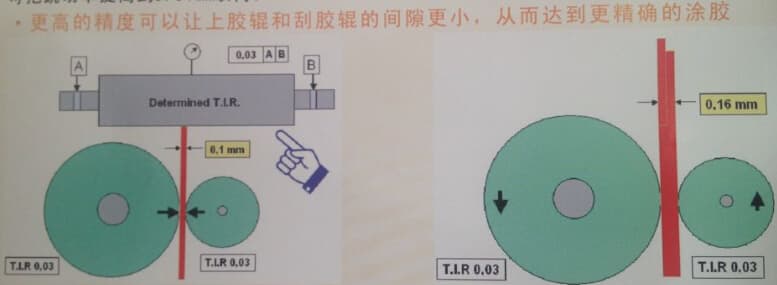
上胶辊和刮胶辊的跳动率
一般的上胶辊和刮胶辊的跳到率在0.03m。以上,从而导致涂胶不均匀,APEX的上胶辊组合可把跳动率提高到0.Olmm以内。
更高的精度可以让上胶辊和刮胶辊的间隙更小,从而达到更精确的涂胶
传统的上胶辊工艺
喷沙 机械挤压
1.寿命较短 寿命较长
2.带胶量小 带胶量大
3.便宜 成本较高
传统网型上胶辊通常会面临以下问题:
1.上胶过多
2.上胶不均匀
3.清洗比较难
4.此外还有当速度较快时,两辊之间会产生较大压力,造成上胶不均以及甩胶、气泡问题等等……
APEX反向雕刻上胶辊
1.两辊间的间隙更小
2.不会产生气泡
3.不会产生过高压
4.比较容易清洗
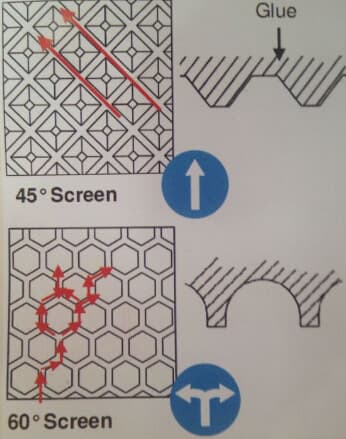
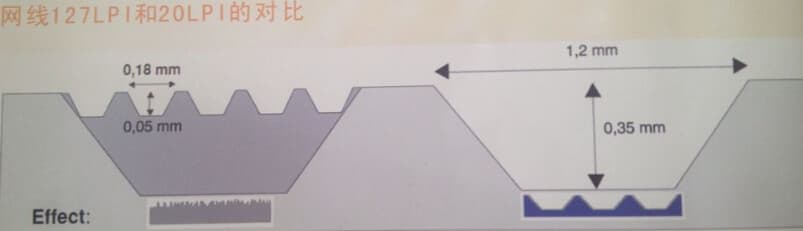
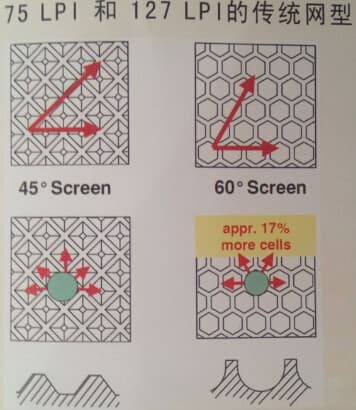
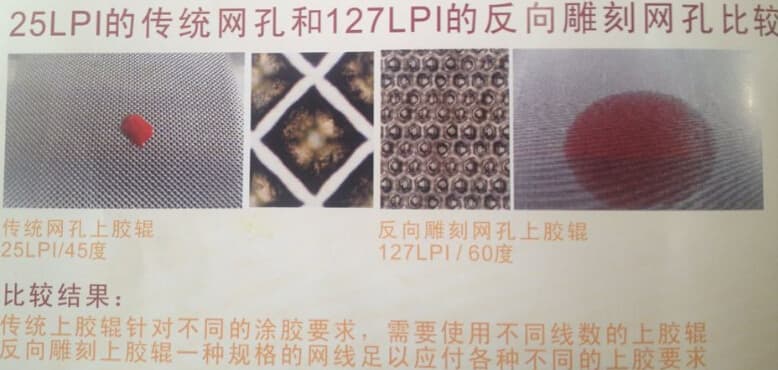
25LPI的传统网孔和127LPI的反向雕刻网孔比较
传统网孔上胶辊 反向雕刻网孔上胶辊
25LPI/45度 127LPI/60度
比较结果
传统上胶辊针对不同的涂胶要求,需要使用不同线数的上胶辊,反向雕刻上胶辊是一种规格的网线足以应付各种不同的上胶要求
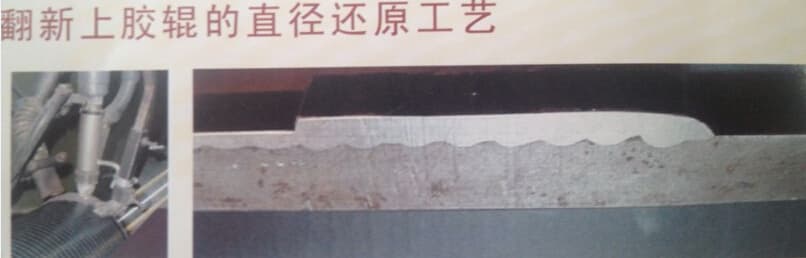
翻新上胶辊的直径还原工艺
X方法一:把表层车掉后直接雕刻并镀铬,这样直径就会变小,APEX不采用
X方法二:用镀铜的方法来还原直径,由于铜比较软,会影响辊的使用寿命,APEX也不采用
√方法一: 把表层车掉后进行焊钢(或不锈钢),把直接恢复到和原来一样,再进行雕刻。这是APEX所用的方法,还原后的旧辊和新辊完全一样。
总结:
不锈钢上胶辊
1.不会所腐蚀
2.最低的跳动率
3.反向雕刻技术让一种规格的网线足以应付各种不同的上胶辊要求
陶瓷刮胶辊
1.不会刮花
2.最小的跳动率
3.配合不锈钢上胶辊可以调整更小的间隙,从而达到最精确的涂胶效果。
| 





















 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)