由于柔性版印刷机上刮墨采取反向安装角度,当印刷机速度提高时,网纹传墨辊表面油墨的动压力增大,迫使刮墨刀压在网纹传墨辊表面。因此网纹传墨辊传向印版的墨量主要取决于网纹传墨辊上贮墨孔的容积及网纹传墨辊与印版表面间的油墨分离情况,而与输墨系统运转速度关系不大。在各种速度下保持输墨量的恒定,这是网纹传墨辊---刮墨刀输墨系统的一个优点。
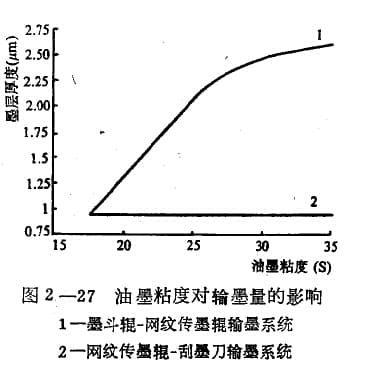
网纹传墨辊---刮墨刀输墨系统的输墨量与油墨的动压力无关,因而也就不受油墨粘度的影响。图2-27是根据实验结果得出来的,由图可以看出,墨斗辊一网纹传墨辊输墨系统的输墨量对油墨粘度变化十分敏感,而网纹传墨辊一刮墨刀输墨系统不因油墨粘度变化而影响输墨量,能适应各种粘度的油墨及涂料。这是网纹传墨辊一刮墨刀输墨系统的另一优点.
图2-27中墨层厚度是对印品上干燥后的墨层的测量值,油墨粘度是循环到输墨系统中的油墨的枯度,用2号詹氏杯测量,墨斗辊速度不随网纹传墨辊即印刷装置的速度提高而变化。
由于网纹传墨辊一刮墨刀输墨系统在速度变化时能保持稳定的输墨量,因而特别适应高速柔性版印刷机的需要。可以在低速调整时根据实际需要精确设定正常印刷时的输墨量,这给操作者带来了很大的方便。墨量大小受印刷速度的影响,也非常有利于实现印刷质量的稳定。
网纹传墨辊一刮墨刀输墨系统特别适用于印刷半色调或彩色印件,这是因为半色调或彩色印刷时需要精确的、较少的墨量,而所用油墨粘度较高,网纹传墨辊一刮墨刀输墨系统的输墨特性能较好地满足。当涂布粘度很高的材料时,也应采用网纹传墨辊一刮墨刀输墨系统。
由于采用刮墨刀,网纹传墨辊表面基本上不能再有附加的墨层,与墨斗辊一网纹传墨辊输墨系统相比,网纹传墨辊一刮墨刀输墨系统的输墨量较小且不易改变。因此,采用刮墨刀时,网纹传墨辊表面的着墨孔容积需要相应增大,单位面积内着墨孔的容墨量一般比采用墨斗辊时的大30%-50%。另外,采用刮墨刀时,油墨中颜料比例一般要增大,以满足色度要求。通过改变油墨中稀释剂的多少,可以控制色度。油墨中颜料的粒度要细,以避免磨损刮墨刀,引起输墨条痕。 | 





















 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)