网纹辊的计量功能一方面表现在载墨量的大小可通过改变网纹线数来获取,另一方面,对于同一线数的网纹辊而言,还可通过改变网穴深度或改变网穴开口与网墙的比值来得到不同的载墨量。
对于网纹辊生产厂家而言,由于用户所用柔印机的精度档次不同.承印材料吸收性能不同,以及版面上图文所需传墨量不同.应为用户提供同一网线数而不同传墨量的网纹辊以供用户合理选用。同样,生产厂家也可根据用户提出的载墨量要求.按用户的具体情况也可建议用户选用不同的网纹辊线数。由此看来,网纹辊网线数和载墨量的合理选用是一个较为复杂的问题,厂家和用户应经过充分协商与探讨确定网纹线数。如图3-43所示推荐的网穴容量(载墨量)的范围可供参考.
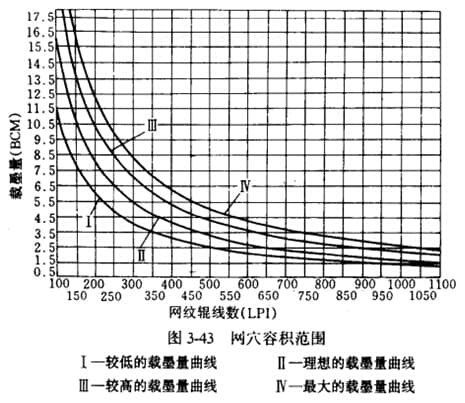
生产厂家和用户可参照这一组曲线.按载墨量的要求确定网纹辊线数。
应用中广州爱堡建议采取以下两种具体方法:
(1)若用户提出某一线数的网纹辊,生产厂可按这一线数查出其所对应的理想载墨量,然后根据用户所使用柔印机的精度高低、承印材料的吸收性能大小以及所需传墨量,确定实际的载墨量,即按此载墨量大小来雕刻这一网线数的网穴。也就是说,以理想的载墨量曲线为参考标准,当机器精度较高、承印材料吸收性较低,所需传墨量较小时,可按较低的载墨量雕刻;反之,按较高的载墨量进行雕刻。如果还不能满足用户要求时,说明所提出的网线数不尽合理,这时要改变网纹线数。
(2)若用户能提出载墨量的具体数值,而网线数可由生产厂家确定,这时。生产厂可按载墨量数值查出理想曲线所对应的网线数,然后按用户的具体情况提出载墨量的修正值(方法同1).
按上述方法确定网线数和载墨量,一般可较好的满足使用要求。因此,网线数及载墨量的合理确定需要用户和厂家共同商定。 | 





















 网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)
网友评论:(只显示最新10条。评论内容只代表网友观点,与本站立场无关!)